一.系统图片

图1柜体图
二.系统参数
| 序号 | 项点 | 参数 | 备注 |
| 1 | 额定输出功率 | 按客户需求 | |
| 2 | 输出功率可调范围 | 0~100% | |
| 3 | 控制精准度 | 0.50% | |
| 4 | 输入电压频率 | 50Hz | 波动±5% |
| 5 | 输入电流 | 3AC 1850A | |
| 6 | 谐振频率 | 50~3000Hz | 根据具体负载情况选择频率 |
| 7 | 效率 | ≥97% | 电源效率 |
| 8 | 过载能力 | 1.1 倍额定功率 | 1min/10min |
| 1.2 倍额定功率 | 10s/10min | ||
| 9 | 柜体防护等级 | IP32 | |
| 10 | 冷却方式 | 水冷/风冷 | |
| 11 | 使用环境温度 | -20~40℃ | 需要防冻液冷却 |
| 40~55℃降额使用 | 温度每升高 1℃, 输出功率降低 2% | ||
| 12 | 湿度 | 不超过 95% | 不凝露 |
| 13 | 海拔 | 不超过 2000 米 |
2000 米以上降额使用,海拔
每升高 100 米,输出功率降低
|
| 14 | 振动环境 | 无强烈振动环境 | |
| 15 | 外形尺寸 | 长*宽*高:2000× 650×1700mm | 电源柜预估尺寸 |
| 16 | 重量 | 不大于 600kg | 电源柜重量 |
| 17 | 人机界面 | 触摸屏+按钮 | |
| 18 | 控制架构 | DSP+CPLD | |
| 19 | 控制算法 | PID |
图2参数图
三.系统技术优势
1.绿色节能
电源采用电路拓扑里先进的IGBT串联谐振技术,采用IGBT作为开关器件,响应时间快,开通与关断可自由控制,做到精确控制每一次开关的输出能量,开关与通态损耗小,节约能耗,绿色环保;相比可控硅并联谐振电源节能30%,比IGBT并联谐振电源节能15%-20%,是目前世界上理想的谐振技术。
超高频范围:100kHZ以上;高频范围:30-80kHZ;超音频范围:20-50kHZ;中频范围:10HZ-20KHZ。
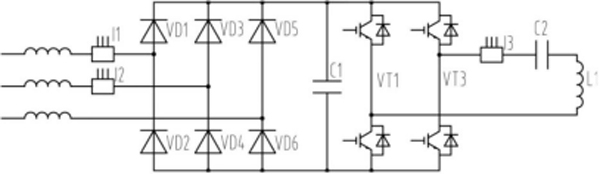
图3串联谐振主电路拓扑
2.灵活稳定
足够功率及输出稳定的加热能力,确保工件能够快速加热到目标温度;加热温度任意可调;加热时间以及保温时间任意可调,时间控制精度为0.1秒。
3.精准控温
精准的恒温恒功等控制技术,采用目标温度或功率等闭环控制技术,恒温误差可控制在±2℃范围,保证被加热工件的性能一致性。
4.控温曲线自定义
基于强大的DSP+CPLD控制系统平台,具有低功耗高性能的浮点DSP数据运算处理器加CPLD的数据采集设计方案及对外接口控制处理,高速的响应与计算速度支撑自主研发的热处理专家控制系统,独特的PID控制算法支持用户在线编辑工件升温+恒温+降温曲线,电源启动后加热曲线将按照用户编辑的曲线进行加热处理。
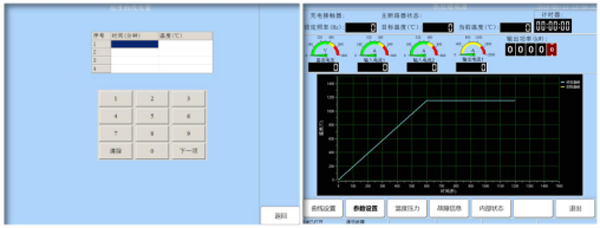
图4控温曲线自定义界面
5.谐振频率自动跟踪
电源具有锁相、谐振频率自动跟踪等先进控制技术,可根据被加热工件自动调节频率,使设备工作在合适工作点,加热效率更高。
6.工艺参数保存及调用
设置好的工艺参数可以保存并命名,用户可以根据不同的加热工件快速调用参数,方便不同工件加热并保证工件工艺参数的一致性。
7.友好的人机交互
自主研发的智能面板,接口丰富,高分辨率的显示触摸屏,使用方便,可自由设置、查看各种参数信息。
8.自主研发
感应加热电源具有完全知识产权,纯自主设计、生产、调试;控制程序
自主编写,能根据客户需求提供定制化服务。
9.原料可靠
IGBT器件、控制芯片等核心器件均采用国际知名品牌(英飞凌)、通用型号,产品质量可靠,得到市场充分验证。
10.全面的保护策略
具有全面的保护策略,超压、过流、过热、短路、接地、故障急停等保护,能有效保证设备及人员的安全。
11.客户至上
设备到现场后,根据客户要求随时配合完成设备安装、调试、培训等任务;7x24小时技术支持,保证设备的连续运行;主要零部件通用性好,有完善的备品备件可随时供更换。
四.系统优势
IGBT电源是一种新型的IGBT逆变器模块,主要用来熔炼碳钢,合金钢,铸钢,有色金属等。具有加热速度快,节能环保等特点。
1.IGBT电源作为恒功率电源,全功率输出,保持恒定不变,因此加热速度快。采用串联谐振变压器,变压器电压高,比可控硅电源节能。采用频率调控系统调整频率,整流部分包括全桥整流器,感应器和电容滤波器,在500V的条件下工作,IGBT电源产生极少的低次谐波,低网格污染。
2.IGBT电源比可控硅电源节约电能15%-25%,原因有以下几个方面:
A.逆变器电压高,电流,电路损失低,这部分可以节约电能15%。IGBT电源变压器的电压是2800V,传统的可控硅电源逆变器的电压是750V,电流减小了四倍,线路损失降低了。
B.高功率因素,功率因素大于0.98,无功损耗低,这部分比可控硅电源节约电能3%-5%。IGBT采用全桥式整流,整流部分不调整可控硅传导角,所以整个过程的功率因素大于0.98。
C.炉体热损耗小,同功率条件下,IGBT比可控硅每批次加热快15分钟。在炉出口的热损失占整个过程的3%,因此这部分比可控硅电源节约3%的热量。
4.高次谐波干扰:当可控硅产生电压峰值的时候整流器的高次谐波调整电压。电压电网会被严重污染导致其他的设备不能工作,IGBT电源整流器部分采用全桥整流器。直流电压总是在最高程度工作,不需要调整传导角,因此不会产生高次谐波,不会污染电网,变压器,交换器不会被加热,不会干扰其他电子器件的工作。
5.恒功率输出:可控硅电源带有电压和电流调节器,IGBT采用频率和功率调节器,它不会受炉料和炉衬厚度的影响。在加热过程中保持恒功率输出,尤其是在生产不锈钢,钢料,铝料和其他非磁性物质的时候,IGBT电源具有高超的工作效率。炉衬烧损减少,降低了铸造成本。
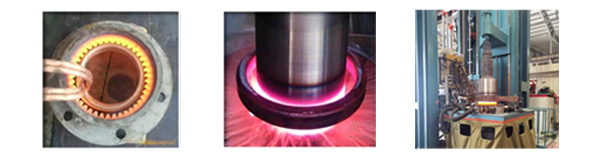
五.系列电源应用案例

| 行业:齿轮淬火 | 行业:透热 | 行业:热装配 |
| 频率:300kHz | 频率:2kHz | 频率:12kHz |
| 功率:50kW | 功率:500kW | 功率:120kW |

| 行业:熔炼 | 行业:拉晶 | 行业:真空焊接 |
| 频率:2kHZ | 频率:15kHZ | 频率:10kHZ |
| 功率:1100kW | 功率:120kW | 功率:100kW |
| 行业:深层淬火 | 行业:浅层淬火 | 行业:轴淬火 |
| 频率:4kHZ | 频率:100kHZ | 频率:50HZ |
| 功率:300kW | 功率:50kW | 功率:1000kW |
齿轮淬火原理:将工件放入感应器(线圈)内,当感应器中通入一定频率的交变电流时,周围即产生交变磁场。交变磁场的电磁感应作用使工件内产生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀,工件表层电流密度很高,向内逐渐减小,这种现象称为集肤效应。工件表层高密度电流的电能转变为热能,使表层的温度升高,即实现表面加热。电流频率越高,工件表层与内部的电流密度差则越大,加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却,即可实现表面淬火。
透热炉可以根据不同材质工件的几何形状和加热工艺要求,采用500-10000Hz中频电源对工件进行加热。
感应加热电源对金属材料加热效率高、速度快,且低耗环保。它已经广泛应用于各行各业对金属材料的热加工、热处理、热装配及焊接、熔炼等工艺中。
热处理行业:
1.各种汽、摩配高频淬火热处理,如:曲轴、连杆、活塞销、凸轮轴、气门、变速箱内的各种齿轮、各种拔叉、各种花键轴、传动半轴、各种小轴曲柄销、各种摇臂、摇臂轴等高频淬火热处理。高频焊机
2.各种不锈钢行业的退火。如不锈钢盆、罐的退火拉伸、退火卷边以及水槽的退火、不锈钢管、不锈钢餐具、不锈钢杯等;
3.其他各种金属工件的退火,如高尔夫球头、球杆、铜锁头、五金铜配件、菜刀把、刀刃、铝锅、铝桶、铝散热器以及各类铝制品。
钎焊行业:
1.各种五金刀具的焊接;
2.各种五金机械配件的焊接;
3.硬质合金的焊接。
锻压行业:
1.五金工具透热,如钳子,扳手等加热透热成型;
2.表壳、表胚、拉手、模具附件、厨房餐具用品、工艺品、标准件、紧固件、机械零件加工、铜锁、铆钉、钢钎、钎具的热挤压等等;
3.电脑散热器的铜芯与铝片、喇叭网的埋值焊接、钢塑管的复合、铝箔的封口(牙膏皮)、电机转子、电热管封口等等;
冶炼行业:对感应加热炉进行加热。


KW")
KW")
KW")
KW")
KW")